
لفهم التحديات التي تفرضها المكونات المصغرة على طباعة عجينة اللحام، يجب علينا أولاً أن نفهم نسبة مساحة طباعة الاستنسل (نسبة المساحة).
بالنسبة لطباعة عجينة اللحام للوسادات المصغرة، كلما كانت اللوحة وفتحة الاستنسل أصغر، زادت صعوبة فصل معجون اللحام عن جدار فتحة الاستنسل. لحل طباعة عجينة اللحام للوسادات المصغرة، هناك الحلول التالية كمرجع:
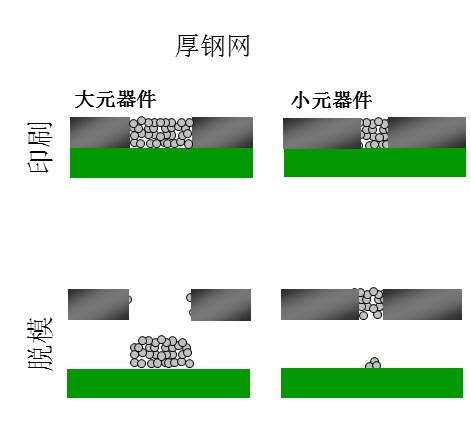
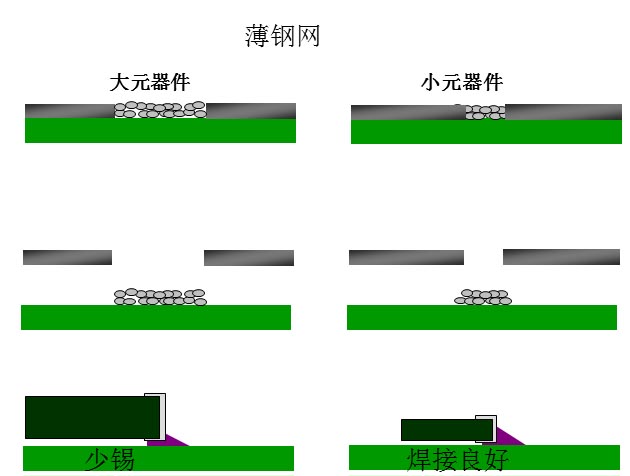
- الحل الأكثر مباشرة هو تقليل سمك الشبكة الفولاذية وزيادة نسبة مساحة الفتحات. كما هو موضح في الشكل أدناه، بعد استخدام شبكة فولاذية رفيعة، يكون لحام منصات المكونات الصغيرة جيدًا.إذا كانت الركيزة المنتجة لا تحتوي على مكونات كبيرة الحجم، فهذا هو الحل الأبسط والأكثر فعالية.ولكن إذا كانت هناك مكونات كبيرة على الركيزة، فسيتم لحام المكونات الكبيرة بشكل سيئ بسبب كمية القصدير الصغيرة.لذا، إذا كانت ركيزة عالية الخلط تحتوي على مكونات كبيرة، فنحن بحاجة إلى حلول أخرى مدرجة أدناه.
- استخدم تقنية الشبكة الفولاذية الجديدة لتقليل متطلبات نسبة الفتحات في الاستنسل.
1) استنسل فولاذي FG (الحبوب الدقيقة).
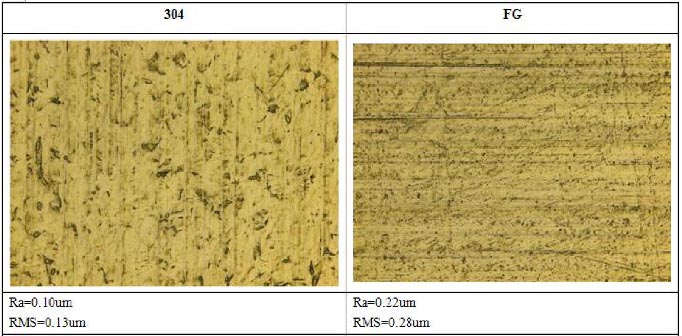
تحتوي صفائح الفولاذ FG على نوع من عناصر النيوبيوم، والتي يمكنها تحسين الحبوب وتقليل حساسية الحرارة الزائدة وهشاشة الفولاذ، وتحسين القوة.إن جدار الثقب للصفائح الفولاذية FG المقطوعة بالليزر هو أنظف وأكثر سلاسة من تلك الموجودة في الألواح الفولاذية 304 العادية، وهو أكثر ملاءمة للتشكيل.يمكن أن تكون نسبة مساحة الفتح للشبكة الفولاذية المصنوعة من صفائح الفولاذ FG أقل من 0.65.بالمقارنة مع الشبكة الفولاذية 304 التي لها نفس نسبة الفتح، يمكن جعل الشبكة الفولاذية FG أكثر سمكًا قليلاً من الشبكة الفولاذية 304، وبالتالي تقليل خطر تقليل القصدير للمكونات الكبيرة.
وقت النشر: 05 أغسطس 2020